
Käsipuhalluksessa käytetään pääasiassa onttoa rautaputkea (tai ruostumatonta teräsputkea), toista päätä käytetään nestemäisen lasin kastamiseen, toista päätä käytetään keinotekoiseen puhallusilmaan.Putken pituus on noin 1,5 - 1,7 m, keskiaukko on 0,5 - 1,5 cm, ja puhallusputken eri tekniset tiedot voidaan valita tuotteen koon mukaan.
Manuaalinen puhallus perustuu pääosin ammattitaitoiseen tekniikkaan ja käyttökokemukseeni.Toimintatapa vaikuttaa yksinkertaiselta, mutta vaatimuksia vastaavien tuotteiden, varsinkin monimutkaisten taidekoristeiden taitava puhallus ei ole helppoa.

Suurin osa käsinpuhalletuista lasimateriaaleista sulatetaan upokkaassa (on myös pienessä allasuunissa), muovauslämpötilan muutos on monimutkaisempaa.Muotin alussa lämpötila on korkeampi, sulan lasin viskositeetti pienempi, käyttöaika voi olla hieman pidempi, lasi rautamaljassa voi olla hieman pidempi, kupla voi olla myös hieman kylmä läpi, upokkaan lasimateriaalissa pienennetään asteittain ja jäähdytysaikaa pidennetään, puhallustyypin toimintarytmiä on asteittain nopeutettava.Puhallus vaatii yleensä useiden ihmisten yhteistyötä.
Vaikka puhallustekniikka voi ilmentää vahvaa persoonallisuutta, se on vahvasti riippuvainen sattumasta ja sen rajoitukset ovat ilmeiset.Tämän seurauksena yhä useammat taiteilijat kiinnittävät huomionsa vertikaalisten tekniikoiden yhdistämiseen muihin tekniikoihin.
Lasin tuotantoprosessi sisältää: panostuksen, sulatuksen, muovauksen, hehkutuksen ja muut prosessit.Ne esitellään seuraavasti:
1: Ainekset
Materiaaliluettelon suunnittelun mukaisesti eri raaka-aineet sekoitetaan tasaiseksi punnituksen jälkeen sekoittimessa.
2. Sulaminen
Valmistetut raaka-aineet kuumennetaan korkeassa lämpötilassa tasaisen kuplittoman lasinesteen muodostamiseksi.Tämä on erittäin monimutkainen fysikaalinen ja kemiallinen prosessi.Lasin sulatus suoritetaan sulatusuunissa.Sulatusuuneja on kahta päätyyppiä: yksi on upokasuuni, lasimateriaalia pidetään upokkaassa, upokas lämmön ulkopuolella.Pienissä upokasuuneissa on vain yksi upokas, suurissa voi olla jopa 20 upokas.Upokasuuni on välituotantoa, nyt vain optista lasia ja upokasuunien tuotantoa värilasia.Toinen on lampiuuni, lasimateriaali sulatetaan uunissa, avotulta lämmitetään lasinesteen pinnalla.Suurin osa lasin lämpötilasta sulaa 1300 ~ 1600 ゜ c.Suurin osa niistä lämmitetään liekillä, mutta pieni osa lämmitetään sähkövirralla, jota kutsutaan sähkösulatusuuniksi.Nyt lampiuunia valmistetaan jatkuvasti, pieni voi olla useita metrejä, iso voi olla yli 400 metriä.

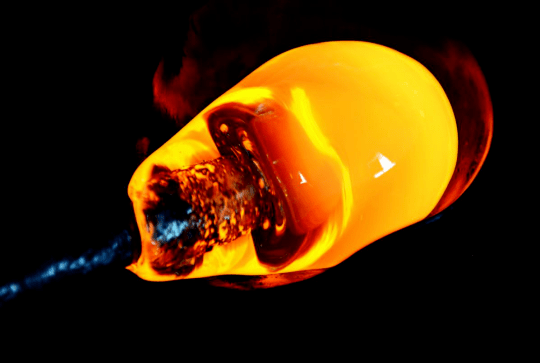
3: Muoto
Sula lasi muuttuu kiinteäksi tuotteeksi, jolla on kiinteä muoto.Muotoilun on tapahduttava tietyllä lämpötila-alueella, jäähdytysprosessissa, jossa lasi muuttuu ensin viskoosista nesteestä plastiseen tilaan ja sitten hauraaseen kiinteään tilaan.
Muotoilumenetelmät voidaan jakaa kahteen luokkaan: keinomuovaukseen ja mekaaniseen muotoiluun.
(1) Puhalla nikromiseoksella puhallusputkella, ota lasipallo muottiin puhaltaessasi.Käytetään pääasiassa lasikuplien, pullojen, pallojen muodostamiseen (laseille).

(2) Piirustus, puhalluksen jälkeen pieneksi kuplaksi, toinen työntekijä ylälevytikulla, kaksi ihmistä puhaltaessa vetäessä, käytetään pääasiassa lasiputken tai -tangon valmistukseen.
(3) Painamalla, poimi lasipallo, leikkaa se saksilla, pudota se koveraan muotiin ja paina sitten lyönnillä.Käytetään pääasiassa kuppien, lautasten jne.

(4) Vapaamuovaus materiaalien poimimisen jälkeen pihdeillä, saksilla, pinseteillä ja muilla työkaluilla suoraan käsityöhön.
Vaihe 4 Anneal
Muotoilun aikana lasi käy läpi voimakkaita lämpötila- ja muotomuutoksia, jotka jättävät lasiin lämpöjännitystä.Tämä lämpöjännitys vähentää lasituotteiden lujuutta ja lämpöstabiilisuutta.Jos se jäähdytetään suoraan, se todennäköisesti rikkoutuu itsestään (tunnetaan yleisesti nimellä lasin kylmäräjähdys) jäähdytysprosessin aikana tai myöhemmin varastoinnin, kuljetuksen ja käytön aikana.Kylmäräjähdyksen puhdistamiseksi lasituotteet on hehkutettava muotoilun jälkeen.Hehkutuksen tarkoituksena on pitää tai jäähdyttää hitaasti tietyllä lämpötila-alueella jonkin aikaa lasin lämpöjännityksen puhdistamiseksi tai pienentämiseksi sallittuun arvoon.
Koska manuaalinen puhallus ei hyväksy kone- ja muottirajoituksia, muoto- ja värivapaus on erittäin korkea, joten valmiilla tuotteella on usein korkea tekninen arvostus.Samaan aikaan tekolasinpuhallus vaatii useamman kuin yhden henkilön suorittamiseen, joten työvoimakustannukset ovat korkeat.
Olemme tehneet myös videon käsinpuhalletusta lasista ja jos olet kiinnostunut, voit käydä kurkkaamassa alla olevasta facebook-linkistä.
https://fb.watch/iRrxE0ajsP/
Postitusaika: 22.2.2023




