
હાથ ફૂંકવામાં મુખ્યત્વે હોલો આયર્ન ટ્યુબ (અથવા સ્ટેનલેસ સ્ટીલ ટ્યુબ) નો ઉપયોગ કરવામાં આવે છે, એક છેડો પ્રવાહી કાચને ડૂબવા માટે વપરાય છે, બીજા છેડાનો ઉપયોગ કૃત્રિમ ફૂંકાતા હવા માટે થાય છે.પાઈપની લંબાઈ લગભગ 1.5 ~ 1.7m છે, કેન્દ્રીય છિદ્ર 0.5 ~ 1.5cm છે, અને ઉત્પાદનના કદ અનુસાર બ્લો પાઇપની વિવિધ વિશિષ્ટતાઓ પસંદ કરી શકાય છે.
મેન્યુઅલ બ્લોઇંગ મુખ્યત્વે કુશળ ટેકનોલોજી અને મારા ઓપરેશનના અનુભવ પર આધાર રાખે છે.ઓપરેશન પદ્ધતિ સરળ લાગે છે, પરંતુ આવશ્યકતાઓને પૂર્ણ કરતા ઉત્પાદનો, ખાસ કરીને જટિલ કલાના આભૂષણોને કુશળતાપૂર્વક ફૂંકી મારવી સરળ નથી.

મોટાભાગની હાથથી ફૂંકાયેલી કાચની સામગ્રી ક્રુસિબલમાં ભળી જાય છે (ત્યાં નાના પૂલ ભઠ્ઠામાં પણ હોય છે), મોલ્ડિંગ તાપમાનમાં ફેરફાર વધુ જટિલ છે.મોલ્ડિંગની શરૂઆતમાં તાપમાન વધારે હોય છે, પીગળેલા કાચની સ્નિગ્ધતા ઓછી હોય છે, ઓપરેશનનો સમયગાળો થોડો લાંબો હોઈ શકે છે, લોખંડના બાઉલમાં કાચ થોડો લાંબો હોઈ શકે છે, બબલ પણ થોડો ઠંડો હોઈ શકે છે, કાચની સામગ્રીમાં ક્રુસિબલ ધીમે ધીમે ઘટાડવામાં આવે છે અને ઠંડકનો સમય લંબાય છે, ફૂંકાતા પ્રકારની કામગીરીની લય ધીમે ધીમે ઝડપી થવી જોઈએ.બ્લોઇંગ ઓપરેશન માટે સામાન્ય રીતે કેટલાક લોકોના સહકારની જરૂર પડે છે.
જો કે ફૂંકાવાની તકનીક મજબૂત વ્યક્તિત્વને મૂર્ત સ્વરૂપ આપી શકે છે, તે તક પર ખૂબ નિર્ભર છે અને તેની મર્યાદાઓ એકદમ સ્પષ્ટ છે.પરિણામે, વધુ કલાકારો ઊભી તકનીકોને અન્ય તકનીકો સાથે જોડવા તરફ તેમનું ધ્યાન ફેરવી રહ્યા છે.
ગ્લાસ ઉત્પાદન પ્રક્રિયામાં સમાવેશ થાય છે: બેચિંગ, ગલન, રચના, એનેલીંગ અને અન્ય પ્રક્રિયાઓ.તેઓ નીચે પ્રમાણે રજૂ કરવામાં આવે છે:
1: ઘટકો
સામગ્રીની સૂચિની ડિઝાઇન અનુસાર, મિક્સરમાં વજન કર્યા પછી વિવિધ કાચી સામગ્રીને સમાનરૂપે મિશ્રિત કરવામાં આવે છે.
2. ગલન
એક સમાન બબલ-ફ્રી ગ્લાસ પ્રવાહી બનાવવા માટે તૈયાર કાચી સામગ્રીને ઊંચા તાપમાને ગરમ કરવામાં આવે છે.આ એક ખૂબ જ જટિલ ભૌતિક અને રાસાયણિક પ્રક્રિયા છે.કાચનું ગલન ગલન ભઠ્ઠામાં હાથ ધરવામાં આવે છે.ગલન ભઠ્ઠીના બે મુખ્ય પ્રકાર છે: એક ક્રુસિબલ ભઠ્ઠા છે, કાચની સામગ્રી ક્રુસિબલમાં રાખવામાં આવે છે, ક્રુસિબલ ગરમીની બહાર.નાના ક્રુસિબલ ભઠ્ઠામાં માત્ર એક ક્રુસિબલ હોય છે, મોટામાં 20 જેટલા ક્રુસિબલ હોઈ શકે છે.ક્રુસિબલ ભઠ્ઠા એ ગેપ પ્રોડક્શન છે, હવે માત્ર ઓપ્ટિકલ ગ્લાસ અને કલર ગ્લાસ ક્રુસિબલ ભઠ્ઠાના ઉત્પાદનનો ઉપયોગ કરે છે.બીજું તળાવ ભઠ્ઠા છે, કાચની સામગ્રી ભઠ્ઠામાં ભળી જાય છે, કાચના પ્રવાહીની સપાટી પર ખુલ્લી આગ ગરમ થાય છે.1300 ~ 1600 ゜ c માં પીગળેલા કાચનું મોટા ભાગનું તાપમાન.મોટા ભાગની જ્યોત દ્વારા ગરમ કરવામાં આવે છે, પરંતુ થોડી સંખ્યામાં વિદ્યુત પ્રવાહ દ્વારા ગરમ થાય છે, જેને ઈલેક્ટ્રિક મેલ્ટિંગ કિલન કહેવામાં આવે છે.હવે, તળાવના ભઠ્ઠામાં સતત ઉત્પાદન થાય છે, નાનો ભઠ્ઠો ઘણા મીટરનો હોઈ શકે છે, મોટો 400 મીટરથી વધુનો હોઈ શકે છે.

3: આકાર
પીગળેલા કાચને નિશ્ચિત આકાર સાથે ઘન ઉત્પાદનમાં રૂપાંતરિત કરવામાં આવે છે.રચના ચોક્કસ તાપમાનની મર્યાદામાં થવી જોઈએ, એક ઠંડક પ્રક્રિયા જેમાં કાચ પ્રથમ ચીકણું પ્રવાહીમાંથી પ્લાસ્ટિકની સ્થિતિમાં અને પછી બરડ નક્કર સ્થિતિમાં બદલાય છે.
રચના પદ્ધતિઓને બે વર્ગોમાં વિભાજિત કરી શકાય છે: કૃત્રિમ રચના અને યાંત્રિક રચના.
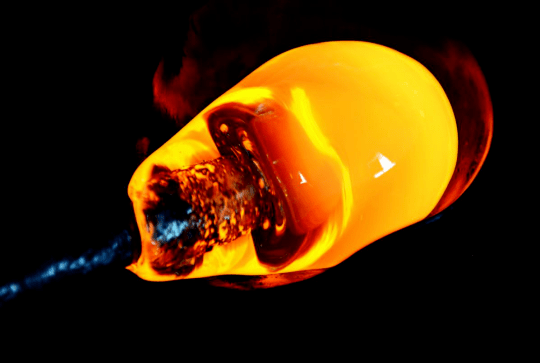
(1) ફૂંકાતા, નિક્રોમ એલોય બ્લો પાઇપ વડે, ફૂંકતી વખતે મોલ્ડમાં કાચનો એક બોલ ચૂંટો.મુખ્યત્વે કાચના પરપોટા, બોટલ, બોલ (ચશ્મા માટે) બનાવવા માટે વપરાય છે.

(2) ડ્રોઇંગ, નાના પરપોટામાં ફૂંકાયા પછી, ટોચની પ્લેટની લાકડી સાથેનો બીજો કાર્યકર, ખેંચતી વખતે ફૂંકતી વખતે બે લોકો મુખ્યત્વે કાચની નળી અથવા સળિયા બનાવવા માટે વપરાય છે.
(3) દબાવીને, કાચનો એક બોલ ચૂંટો, તેને કાતર વડે કાપો, તેને અંતર્મુખ ડાઇમાં પડો અને પછી પંચ વડે દબાવો.મુખ્યત્વે કપ, પ્લેટ વગેરે બનાવવા માટે વપરાય છે.

(4) ફ્રી ફોર્મિંગ, પેઇર, કાતર, ટ્વીઝર અને અન્ય સાધનો વડે સામગ્રીને સીધા હસ્તકલામાં ચૂંટ્યા પછી.
પગલું 4 એનિલ
કાચની રચના દરમિયાન તીવ્ર તાપમાન અને આકારમાં ફેરફાર થાય છે, જે કાચમાં થર્મલ તણાવ છોડી દે છે.આ થર્મલ તણાવ કાચના ઉત્પાદનોની શક્તિ અને થર્મલ સ્થિરતાને ઘટાડશે.જો સીધું ઠંડુ કરવામાં આવે તો, તે ઠંડકની પ્રક્રિયા દરમિયાન અથવા પછી સંગ્રહ, પરિવહન અને ઉપયોગ દરમિયાન (સામાન્ય રીતે કાચના ઠંડા વિસ્ફોટ તરીકે ઓળખાય છે) પોતે તૂટી જવાની શક્યતા છે.ઠંડા વિસ્ફોટને સાફ કરવા માટે, કાચના ઉત્પાદનોને રચના કર્યા પછી તેને સાફ કરવું આવશ્યક છે.કાચમાં થર્મલ સ્ટ્રેસને સાફ કરવા અથવા તેને એક સ્વીકાર્ય મૂલ્ય સુધી ઘટાડવા માટે અમુક ચોક્કસ તાપમાનની રેન્જમાં અમુક સમય માટે પકડી રાખવું અથવા ધીમે ધીમે ઠંડુ કરવું એ એનિલિંગ છે.
કારણ કે મેન્યુઅલ બ્લોઇંગ મશીન અને મોલ્ડ પ્રતિબંધોને સ્વીકારતું નથી, ફોર્મ અને રંગની સ્વતંત્રતા ખૂબ ઊંચી છે, તેથી તૈયાર ઉત્પાદનમાં ઘણીવાર ઉચ્ચ તકનીકી પ્રશંસા મૂલ્ય હોય છે.તે જ સમયે, કૃત્રિમ કાચ ફૂંકવા માટે એક કરતા વધુ વ્યક્તિની જરૂર પડે છે, તેથી મજૂર ખર્ચ વધારે છે.
અમે હાથથી ફૂંકાતા કાચ વિશે એક વિડિયો પણ બનાવ્યો છે, અને જો તમને રસ હોય, તો તમે નીચેની facebook લિંક તપાસી શકો છો.
https://fb.watch/iRrxE0ajsP/
પોસ્ટ સમય: ફેબ્રુઆરી-22-2023




