
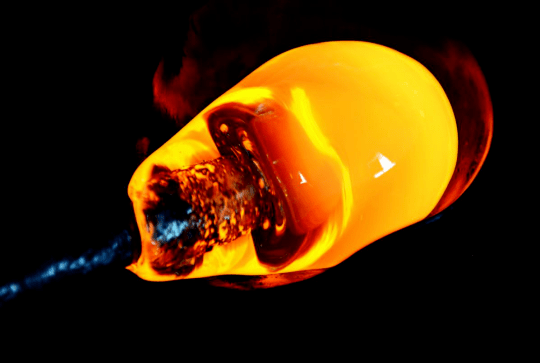
Bij het handblazen wordt hoofdzakelijk gebruik gemaakt van een holle ijzeren buis (of roestvrijstalen buis), het ene uiteinde wordt gebruikt om het vloeibare glas in te dopen, het andere uiteinde wordt gebruikt voor kunstmatige blaaslucht.De pijplengte is ongeveer 1,5 ~ 1,7 m, de centrale opening is 0,5 ~ 1,5 cm en verschillende specificaties van de blaaspijp kunnen worden geselecteerd op basis van de grootte van het product.
Handmatig blazen is voornamelijk afhankelijk van bekwame technologie en mijn ervaring in de bediening.De bedieningsmethode lijkt eenvoudig, maar het is niet eenvoudig om vakkundig producten te blazen die aan de eisen voldoen, vooral complexe kunstornamenten.

De meeste handgeblazen glasmaterialen worden in smeltkroezen gesmolten (er zijn ook kleine zwembadovens), de verandering van de vormtemperatuur is complexer.Aan het begin van het gieten is de temperatuur hoger, de viscositeit van het gesmolten glas is kleiner, de werkingsduur kan iets langer zijn, het glas in de ijzeren kom kan iets langer zijn, de bel kan ook enigszins koud zijn, met de smeltkroes in het glasmateriaal geleidelijk verminderd en de koeltijd wordt verlengd, het werkingsritme van het blaastype moet geleidelijk worden versneld.Voor het blaasproces is doorgaans de medewerking van meerdere personen nodig.
Hoewel de blaastechniek een sterke persoonlijkheid kan belichamen, is deze sterk afhankelijk van toeval en liggen de beperkingen ervan duidelijk voor de hand.Als gevolg hiervan richten steeds meer kunstenaars hun aandacht op het combineren van verticale technieken met andere technieken.
Het glasproductieproces omvat: batching, smelten, vormen, gloeien en andere processen.Ze worden als volgt geïntroduceerd:
1: Ingrediënten
Conform de opzet van de materialenlijst worden de diverse grondstoffen na afwegen in een mixer gelijkmatig gemengd.
2. Smelten
De bereide grondstoffen worden op hoge temperatuur verwarmd om een uniforme belvrije glasvloeistof te vormen.Dit is een zeer complex fysisch en chemisch proces.Het smelten van glas gebeurt in de smeltoven.Er zijn twee hoofdtypen smeltovens: de ene is de kroesoven, het glasmateriaal wordt in de kroes gehouden en de kroes buiten de hitte.Kleine smeltkroesovens hebben slechts één smeltkroes, grote kunnen wel twintig smeltkroezen hebben.Smeltkroesoven is gap-productie, nu alleen optisch glas en gekleurd glas met behulp van smeltkroesovenproductie.De andere is de vijveroven, het glasmateriaal wordt in de oven gesmolten, het open vuur wordt verwarmd op het oppervlak van de glasvloeistof.Het grootste deel van de glastemperatuur van het gesmolten in 1300 ~ 1600 ゜ c.De meeste worden verwarmd door vlammen, maar een klein aantal wordt verwarmd door elektrische stroom, een zogenaamde elektrische smeltoven.Nu wordt de vijveroven continu geproduceerd, de kleine kan meerdere meters zijn, de grote kan meer dan 400 meter zijn.

3: Vorm
Het gesmolten glas wordt omgezet in een vast product met een vaste vorm.Het vormen moet plaatsvinden binnen een bepaald temperatuurbereik, een afkoelproces waarbij het glas eerst verandert van een stroperige vloeistof naar een plastische toestand en vervolgens naar een brosse vaste toestand.
Vormmethoden kunnen worden onderverdeeld in twee categorieën: kunstmatige vorming en mechanische vorming.
(1) Blazen, met een blaaspijp van nichroomlegering, tijdens het blazen een glazen bol in de mal prikken.Hoofdzakelijk gebruikt voor het vormen van glazen bubbels, flessen, ballen (voor glazen).

(2) Tekenen, na het blazen in een kleine bel, een andere arbeider met de bovenste plaatstok, twee mensen terwijl ze blazen terwijl ze trekken, voornamelijk gebruikt om een glazen buis of staaf te maken.
(3)Druk op, kies een glazen bol, knip deze met een schaar, laat hem in de concave matrijs vallen en druk vervolgens met een pons.Hoofdzakelijk gebruikt voor het vormen van kopjes, borden, enz.

(4) Vrij vormen, na het plukken van materialen met een tang, schaar, pincet en ander gereedschap, rechtstreeks in handwerk.
Stap 4 Ontharden
Glas ondergaat tijdens het vormen intense temperatuur- en vormveranderingen, waardoor thermische spanningen in het glas ontstaan.Deze thermische spanning zal de sterkte en thermische stabiliteit van glasproducten verminderen.Als het direct wordt gekoeld, is de kans groot dat het zichzelf breekt (algemeen bekend als koude explosie van glas) tijdens het koelproces of later tijdens opslag, transport en gebruik.Om koude explosies op te ruimen, moeten glasproducten na het vormen worden uitgegloeid.Gloeien is het gedurende een bepaalde periode vasthouden of langzaam afkoelen binnen een bepaald temperatuurbereik om de thermische spanning in het glas te reinigen of tot een toegestane waarde te verminderen.
Omdat handmatig blazen geen machine- en matrijsbeperkingen accepteert, is de vorm- en kleurvrijheid zeer groot, waardoor het eindproduct vaak een hoge technische waarderingswaarde heeft.Tegelijkertijd zijn voor het blazen van kunstglas meer dan één persoon nodig, waardoor de arbeidskosten hoog zijn.
We hebben ook een video gemaakt over handgeblazen glas, en als je geïnteresseerd bent, kun je de onderstaande Facebook-link bekijken.
https://fb.watch/iRrxE0ajsP/
Posttijd: 22 februari 2023




