
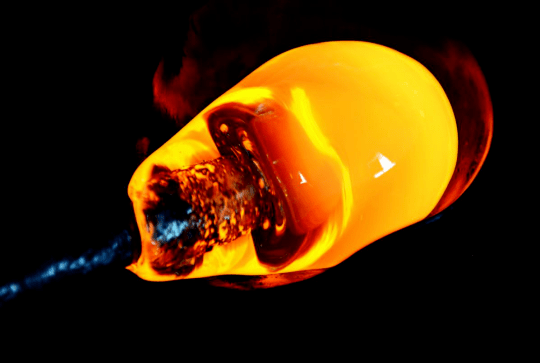
Ang pamumulaklak ng kamay ay pangunahing gumagamit ng isang guwang na bakal na tubo (o hindi kinakalawang na asero na tubo), ang isang dulo ay ginagamit upang isawsaw ang likidong salamin, ang kabilang dulo ay ginagamit para sa artipisyal na pamumulaklak ng hangin.Ang haba ng pipe ay humigit-kumulang 1.5 ~ 1.7m, ang gitnang siwang ay 0.5 ~ 1.5cm, at iba't ibang mga pagtutukoy ng blow pipe ay maaaring mapili ayon sa laki ng produkto.
Ang manu-manong pamumulaklak ay pangunahing umaasa sa bihasang teknolohiya at sa aking karanasan sa pagpapatakbo.Ang pamamaraan ng pagpapatakbo ay tila simple, ngunit hindi madaling masanay na pumutok ang mga produkto na nakakatugon sa mga kinakailangan, lalo na ang mga kumplikadong palamuti ng sining.

Karamihan sa mga hand-blown glass na materyales ay pinagsama sa crucible (mayroon din sa maliit na pool kiln), ang pagbabago ng temperatura ng paghubog ay mas kumplikado.Sa simula ng temperatura ng paghubog ay mas mataas, ang lagkit ng tinunaw na salamin ay mas maliit, ang tagal ng operasyon ay maaaring bahagyang mas mahaba, ang baso sa bakal na mangkok ay maaaring mas mahaba ng kaunti, ang bula ay maaari ding maging bahagyang malamig, na may crucible sa materyal na salamin ay unti-unting nabawasan at ang oras ng paglamig ay pinahaba, ang ritmo ng operasyon ng uri ng pamumulaklak ay dapat na unti-unting pinabilis.Ang pagpapatakbo ng pamumulaklak ay karaniwang nangangailangan ng kooperasyon ng maraming tao.
Kahit na ang pamamaraan ng pamumulaklak ay maaaring magsama ng isang malakas na personalidad, ito ay lubos na nakadepende sa pagkakataon at ang mga limitasyon nito ay medyo halata.Bilang resulta, mas maraming mga artist ang ibinaling ang kanilang atensyon sa pagsasama-sama ng mga vertical na diskarte sa iba pang mga diskarte.
Kasama sa proseso ng paggawa ng salamin ang: batching, pagtunaw, pagbubuo, pagsusubo at iba pang mga proseso.Ang mga ito ay ipinakilala tulad ng sumusunod:
1: Mga sangkap
Alinsunod sa disenyo ng listahan ng materyal, ang iba't ibang mga hilaw na materyales pagkatapos ng pagtimbang sa isang panghalo halo-halong pantay.
2. Natutunaw
Ang mga inihandang hilaw na materyales ay pinainit sa mataas na temperatura upang bumuo ng isang pare-parehong likidong salamin na walang bula.Ito ay isang napakakomplikadong prosesong pisikal at kemikal.Ang pagtunaw ng salamin ay isinasagawa sa natutunaw na tapahan.Mayroong dalawang pangunahing uri ng mga natutunaw na hurno: ang isa ay ang tunawan ng tunawan, ang materyal na salamin ay nakahawak sa tunawan, ang tunawan sa labas ng init.Ang mga maliliit na tapahan ng tunawan ay mayroon lamang isang tunawan, ang mga malalaki ay maaaring magkaroon ng kasing dami ng 20 na tunawan.Ang crucible kiln ay gap production, ngayon ay optical glass at color glass na lamang ang gumagamit ng crucible kiln production.Ang isa pa ay ang pond kiln, ang materyal na salamin ay pinagsama sa tapahan, ang bukas na apoy ay pinainit sa ibabaw ng likidong salamin.Karamihan sa temperatura ng salamin ng natunaw sa 1300 ~ 1600 ゜ c.Karamihan ay pinainit ng apoy, ngunit ang isang maliit na bilang ay pinainit ng electric current, na tinatawag na electric melting kiln.Ngayon, ang pond kiln ay patuloy na ginagawa, ang maliit ay maaaring ilang metro, ang malaki ay maaaring higit sa 400 metro.

3: Hugis
Ang tunaw na baso ay binago sa isang solidong produkto na may nakapirming hugis.Ang pagbubuo ay dapat maganap sa loob ng isang tiyak na hanay ng temperatura, isang proseso ng paglamig kung saan ang salamin ay unang nagbabago mula sa isang malapot na likido patungo sa isang plastik na estado at pagkatapos ay sa isang malutong na solidong estado.
Ang mga paraan ng pagbuo ay maaaring nahahati sa dalawang kategorya: artipisyal na pagbubuo at mekanikal na pagbubuo.
(1) Pag-ihip, gamit ang isang nichrome alloy blow pipe, pumili ng bola ng salamin sa amag habang hinihipan.Pangunahing ginagamit upang bumuo ng mga bula ng salamin, bote, bola (para sa mga baso).

(2) Pagguhit, pagkatapos humihip sa isang maliit na bula, isa pang manggagawa na may tuktok na plate stick, dalawang tao habang hinihipan ang pangunahing ginagamit upang gumawa ng glass tube o baras.
(3)Pagpindot, pumili ng bolang bubog, gupitin gamit ang gunting, ihulog ito sa malukong die, at pagkatapos ay pindutin ng suntok.Pangunahing ginagamit upang bumuo ng mga tasa, plato, atbp.

(4) Libreng pagbuo, pagkatapos pumili ng mga materyales gamit ang mga pliers, gunting, sipit at iba pang mga tool nang direkta sa mga crafts.
Hakbang 4 Anneal
Ang salamin ay sumasailalim sa matinding pagbabago sa temperatura at hugis habang nabubuo, na nag-iiwan ng thermal stress sa salamin.Ang thermal stress na ito ay magbabawas sa lakas at thermal stability ng mga produktong salamin.Kung direktang pinalamig, malamang na masira ang sarili nito (karaniwang kilala bilang malamig na pagsabog ng salamin) sa panahon ng proseso ng paglamig o sa ibang pagkakataon sa panahon ng imbakan, transportasyon at paggamit.Upang linisin ang malamig na pagsabog, ang mga produktong salamin ay dapat na annealed pagkatapos mabuo.Ang Annealing ay ang paghawak o dahan-dahang palamig sa isang tiyak na hanay ng temperatura para sa isang yugto ng panahon upang linisin o bawasan ang thermal stress sa salamin sa isang pinapayagang halaga.
Dahil ang manu-manong pamumulaklak ay hindi tumatanggap ng mga paghihigpit sa makina at amag, ang kalayaan sa anyo at kulay ay napakataas, kaya ang tapos na produkto ay kadalasang may mataas na teknikal na pagpapahalagang halaga.Kasabay nito, ang artipisyal na pamumulaklak ng salamin ay nangangailangan ng higit sa isang tao upang makumpleto, kaya mataas ang gastos sa paggawa.
Gumawa din kami ng video tungkol sa hand-blown glass, at kung interesado ka, maaari mong tingnan ang link sa facebook sa ibaba.
https://fb.watch/iRrxE0ajsP/
Oras ng post: Peb-22-2023




